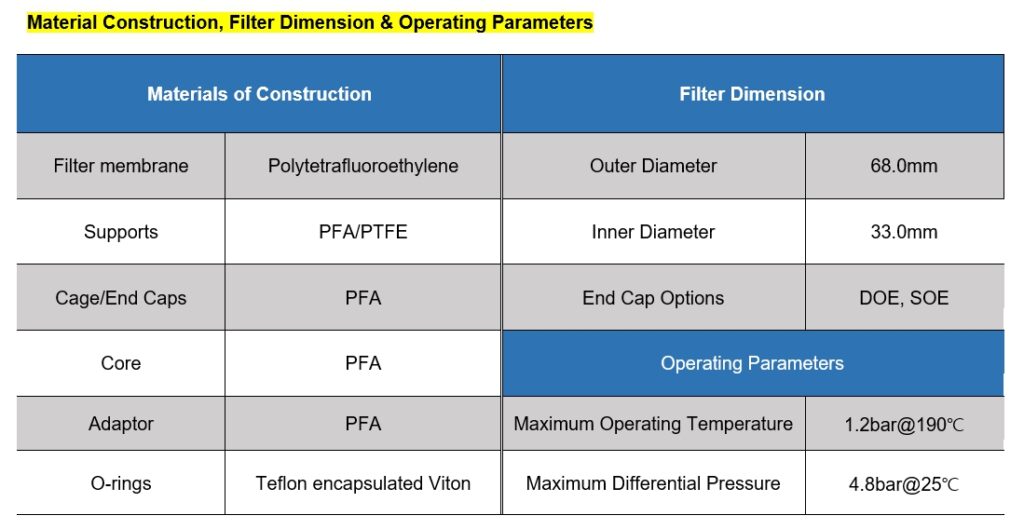
PFA filters using expanded PTFE membranes and PFA core
and cage, will meet all kinds of critical filtration requirement in the most aggressive
environments. PFA filters have great corrosion resistance and durability in
highly corrosive acids, bases and organic environment. Ideally suited for
corrosive chemicals and gases filtration in the semiconductor industry. Its
advanced fluid dynamics design provides enhanced lateral flow across, through
and out of the membrane, which allows the high permeability property of the
membrane to be fully utilized, result to improve flow rates and extend service
life over conventional filters.
Applications
o High corrosive acids, such as nitric acid and sulfuric acid
o High temperature chemical liquid
o All kinds of aggressive bases chemicals and gases
Features & Benefits
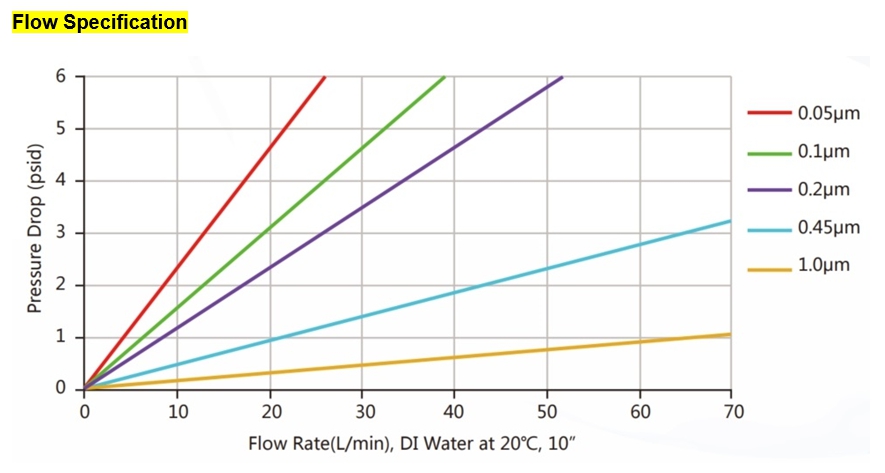
o Prefilter and Final filter grade, high flow rates and low pressure drop
o All Fluoropolymer construction can resist almost all chemicals, gases and can be used in very high tempertature environment
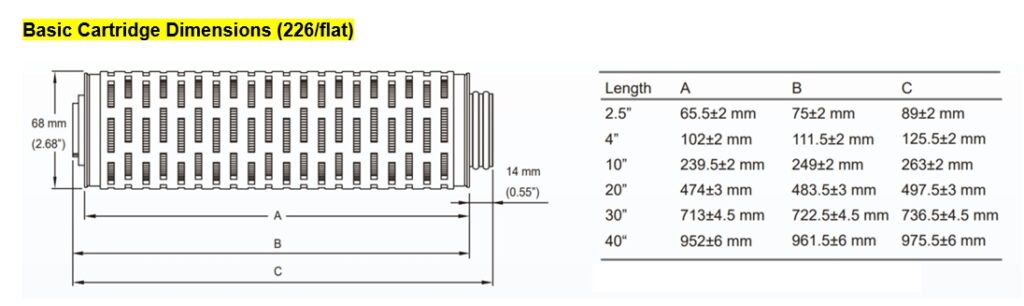
o Special pleat design ensure greater surface area and longer service life Low extractable